

电 话:139-2182-5252
传 真:0515-83839098
邮 箱:13921825252 @163.com
网 址:
地 址:盐城市大丰区大中工业园区滨河路6号
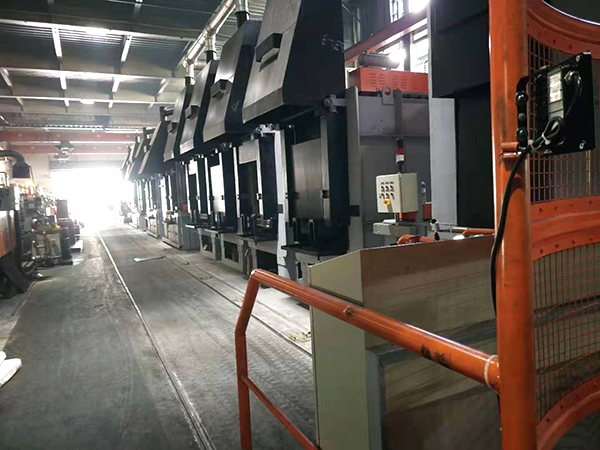
怎样确定箱式多用炉烧碳黑?燃气炉生产介绍当炉内有大量碳黑沉积时,会破坏炉内的渗碳反应过程,影响碳势控制稳定性,影响加热元件的热传递,降低炉内构件的使用寿命。炉内出现较多积碳时应及时烧掉,建议三周左右烧一次碳黑,如果积碳黑速度较快,应适当缩短烧碳黑的周期。供应燃气炉 烧碳黑过程: 1.将炉温降到820~850℃; 2.当炉温稳定后,打开前门,随后关闭前门火帘点火烧嘴截止阀,火帘自动熄灭; 3.关闭碳势控制,关闭甲醇、丙酮截止阀,关闭氮气截止阀,停止后室供气;4.中门打开50~100mm,保持约2小时,开始烧碳黑,烧碳黑过程中注意炉温的变化。如果炉温上升较快或较多,将中门关闭待炉温下降后再次打开中门;(烧碳黑时也可以不打开中门,停止后室供气保持4~6小时具有相同效果) 5.烧碳黑完成后,关闭中门。

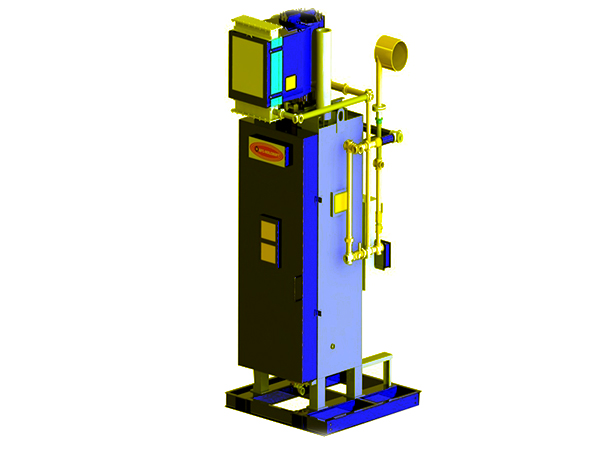
湖南燃气炉用 途:采用纯氢气、氨分解或氨燃烧气体作保护气, ZYGW系列连续式高温热处理网带炉适用于粉末冶金零件烧结、钎焊以及一些不锈钢件 的淬火和固溶处理。适用范围:A、粉末冶金零件的烧结;B、硬质合金工具及其它组合件的钎焊;C、马氏体不锈钢五金工具(或器具)、医疗器械、测量工具淬火;D、高铬工具钢、高速工具钢、基体钢制工模具淬火;五、奥氏体不锈钢、耐热钢零件的固溶化处理,供应燃气炉适用于轴承,制钉及渗碳淬火后的机械零件的回火处理。 RC型网带式热风循环回火炉也可用于发黑前的加热(表面处理工艺) 配有强力风机,以强制空气循环,达到炉内温度一致。 直棒式加热元件便于维修及更换。网带运行平稳,无级调速。

湖南燃气炉表面硬度要求56~64HRC;热处理 序要求0.8~1.0 mm (514HV),表面硬度要求57~64HRC。可以看出,这几种零件的渗层均属于浅层渗碳。渗后进行磨削加工,磨削后的硬度需在要求的范围内。左右曲柄、连杆和曲柄销经压合后,仃一定的扣矩要求,因此曲柄、曲柄销之问有一定的过盈晕。连杆、曲柄销要求耐磨,但曲柄不仪要求耐磨,还要求强度与韧性之间合适的配合。燃气炉生产指出曲柄压合后,曲柄销受的是压应力,如果曲柄受的是托应力,曲柄的强度与韧性配合将不好,曲柄容易开裂。
湖南燃气炉主要用于产品的渗碳淬火工序,生产过程为编订工艺程序后设备按照程序自动化生产,温度可由热电偶直接测量,而气氛碳势则无法直接测量,其测量值为多项参数通过计算得出,参数的变化可能导致碳势测量值与真实值间较大的偏差,进而导致炉内碳势失控,严重威胁产品质量。燃气炉生产介绍气体渗碳的气氛一般主要由N2COH2组成,同时含有微量 CO2H2OO2CH4等,这些气体在高温下和钢以及其中碳 化物发生不同的化学反应,各种气体之间也将发生某些化学反应。可以想象其中的反应必然十分复杂,需要具体分析才能做好气氛控制。如果多用炉不论用什么工艺渗碳,从金相组织看碳势都很高。
24小时服务热线:18261208655
手机:13921825252
电话:0515-83839598
邮箱:13921825252 @163.com
 |  |
| 【手机站】 | 【微信站】 |


