

电 话:139-2182-5252
传 真:0515-83839098
邮 箱:13921825252 @163.com
网 址:
地 址:盐城市大丰区大中工业园区滨河路6号

辽宁网带炉炉辊的安装是什么样子的呢?供应网带炉下面为大家详细介绍。炉辊的安装分上、下炉辊两个部分,下部炉辊用专用吊具吊入后放到升降台车上,然后进行两端零部件的组装。上部炉辊用专用吊具吊入后则应用手拉葫芦将其吊住,然后进行两端零部件的组装。上部炉辊安装要考虑炉壳的受热膨胀,炉辊安装时要注意轴承的间隙调整。以装入时测的轴承原始状态的间隙为初始值,然后将轴承锁紧帽扮紧,测得最小值后再松开轴承锁紧帽,调整测量轴承间隙达到设计要求的数值为止,然后进行其他部件的安装工作。炉子内衬板的安装。炉子内衬板的安装是换代炉子的一个显著特点,它是以炉内新型的保温材料代替了旧的保温材料,外面再用不锈钢内衬板封住保温材料的结构方式。

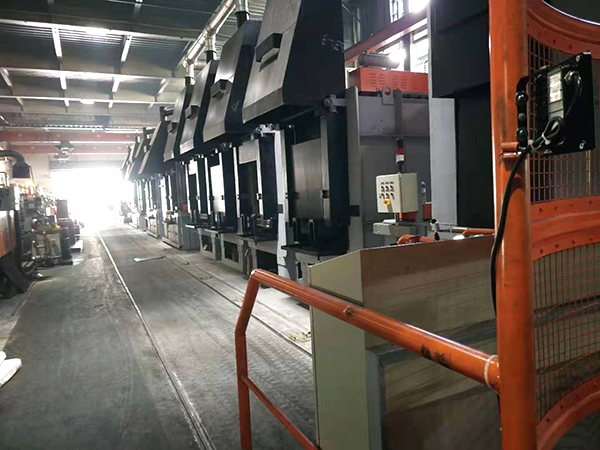
辽宁网带炉是属于很特殊的一种电炉,在很多行业中都有很大的应用,气氛网带炉主要由炉体,温控系统以及网带传动系统三部分组成,其中,气氛网带炉炉体由进料段、预烧段、烧结段、缓冷段、水冷段及出料段组成;温控系统由热电偶、数显式智能PID调节器和可控硅组成,形成闭环控制系统,可实现自动精确控温. 加热元件采用FEC陶瓷加热板或陶瓷发热棒;网带传动系统由耐高温网带、传动装置等组成。网带的运行速度通过变频器调节,配置有数显式网带测速装置,可直读网带速度。供应网带炉适用于中小轴承圈套、滚子、自攻螺钉、螺帽、手工具、五金零件等的热处理。气氛网带炉热处理零件质量稳定,质量重现性好,零件表面光洁。
辽宁网带炉使用安全操作步骤1.渗氮前的气体氮化炉必须是先经过正火或调质处理过的工件。2.先用汽油和酒精擦洗气体氮化炉工件表面,不得有锈斑、油污、脏物存在。3.装入炉内后,对称拧紧炉盖压紧螺栓。4.将炉罐和炉盖进水口通入冷却水进行循环水冷。气体氮化炉炉盖上管道冷却水下端为进水,上端为出水,炉罐单独进水,单独排水,供应网带炉炉盖所有水管可按低进高出原则串联,由一个口进水,一个口排水。5.气体氮化炉升温前应先送氮气排气,排气时流量应比使用时大一倍以上。排气10分钟后,将控温仪表设定到150℃,自动加热开关拨向开,气体氮化炉边排气边加热150℃保持2h排气,再将控温仪表设定到530℃,把氨气流量调小,保持炉内正压。

辽宁网带炉具有处理温度低,时间短,工件变形小的特点,供应网带炉性质:高疲劳极限和良好的耐磨性。1.渗氮前的气体氮化炉必须是先经过正火或调质处理过的工件。2.先用汽油和酒精擦洗气体氮化炉工件表面,不得有锈斑、油污、脏物存在。3.装入炉内后,对称拧紧炉盖压紧螺栓。4.将炉罐和炉盖进水口通入冷却水进行循环水冷。气体氮化炉炉盖上管道冷却水下端为进水,上端为出水,炉罐单独进水,单独排水,气体氮化炉炉盖所有水管可按低进高出原则串联。5.气体氮化炉升温前应先送氮气排气,排气时流量应比使用时大一倍以上。排气10分钟后,将控温仪表设定到150℃,自动加热开关拨向开,气体氮化炉边排气边加热150℃保持2h排气,再将控温仪表设定到530℃,把氨气流量调小,保持炉内正压。
24小时服务热线:18261208655
手机:13921825252
电话:0515-83839598
邮箱:13921825252 @163.com
 |  |
| 【手机站】 | 【微信站】 |


