

电 话:139-2182-5252
传 真:0515-83839098
邮 箱:13921825252 @163.com
网 址:
地 址:盐城市大丰区大中工业园区滨河路6号

智能控制技术特别适合于退火炉这样具有非线性、时变的控制系统。随着智能技术的不断发展,越来越多的智能技术融入到控制理论中,如专家系统控制、模糊控制、神经网络控制、遗传算法、人工免疫等控制算法。辊棒炉生产指出这些控制方法在退火炉等工业炉窑控制中也逐步得到了应用。退火炉主要部件为加热部件和冷却部件,期望能实现比较均衡稳定的温度控制。国内外很多学者在温度控制方面进行了大量的研究,在控制方法和控制手段上的研究成果直接推动着退火炉控制的研制工作。对罩式光亮退火炉控制系统进行了分析研究,使用PID算法进行编程,江苏辊棒炉采用可编程控制器在该炉电气控制系统中进行了实际应用,取得了较好的生产效益。

随着我国工业的发展,热工设备公司迎来一个又一个的发展高潮,全国各地无数家热工设备公司提供的产品也是很齐全的,也是为了迎合日益增长的的市场需求。在热工设备公司提供的产品中,江苏辊棒炉是比较基本的产品了,其应用也是很普遍的。任何产品都是有使用寿命的,退火炉也不例外,一般买了这种新的热处理产品,专业辊棒炉在第一次使用的时候是要注意的,如果第一次不按照要求进行使用,不但会为以后的使用过程中养成不好的习惯,而且对设备的使用寿命也会造成不良的影响,那么首次使用退火炉的时候应该注意那些方面呢?首先要注意的就是设备内部的洁净了,有些人在用这种设备的时候不懂得使用的方法和注意事项,喜欢向炉内直接灌入液体,这样很不利于设备内部的清洁,时间久了会影响使用。

怎样确定箱式多用炉烧碳黑?辊棒炉生产介绍当炉内有大量碳黑沉积时,会破坏炉内的渗碳反应过程,影响碳势控制稳定性,影响加热元件的热传递,降低炉内构件的使用寿命。炉内出现较多积碳时应及时烧掉,建议三周左右烧一次碳黑,如果积碳黑速度较快,应适当缩短烧碳黑的周期。专业辊棒炉 烧碳黑过程: 1.将炉温降到820~850℃; 2.当炉温稳定后,打开前门,随后关闭前门火帘点火烧嘴截止阀,火帘自动熄灭; 3.关闭碳势控制,关闭甲醇、丙酮截止阀,关闭氮气截止阀,停止后室供气;4.中门打开50~100mm,保持约2小时,开始烧碳黑,烧碳黑过程中注意炉温的变化。如果炉温上升较快或较多,将中门关闭待炉温下降后再次打开中门;(烧碳黑时也可以不打开中门,停止后室供气保持4~6小时具有相同效果) 5.烧碳黑完成后,关闭中门。

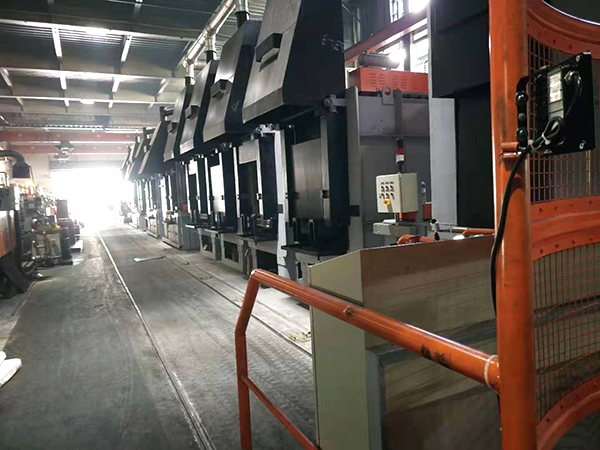
江苏辊棒炉炉辊的安装是什么样子的呢?专业辊棒炉下面为大家详细介绍。炉辊的安装分上、下炉辊两个部分,下部炉辊用专用吊具吊入后放到升降台车上,然后进行两端零部件的组装。上部炉辊用专用吊具吊入后则应用手拉葫芦将其吊住,然后进行两端零部件的组装。上部炉辊安装要考虑炉壳的受热膨胀,炉辊安装时要注意轴承的间隙调整。以装入时测的轴承原始状态的间隙为初始值,然后将轴承锁紧帽扮紧,测得最小值后再松开轴承锁紧帽,调整测量轴承间隙达到设计要求的数值为止,然后进行其他部件的安装工作。炉子内衬板的安装。炉子内衬板的安装是换代炉子的一个显著特点,它是以炉内新型的保温材料代替了旧的保温材料,外面再用不锈钢内衬板封住保温材料的结构方式。
江苏辊棒炉可以在520度的高温下正常工作,专业辊棒炉为真空密封的不锈钢罐,有高硬度,高耐磨性,氮化炉的主要特点是:1,氮化炉处理时间短,工件变形小。2,氮化炉不受材质的影响,可以处理不锈钢、铸铁及铁基粉未冶金材料、碳钢、低合金钢、工模具钢。3,氮化炉防摩擦,防腐蚀。4,氮化炉有一定的仍性,不容易剥落。为了缩短氮化周期,并使氮化工艺不受钢种的限制,在近年间在氮化炉工艺基础上发展了软氮化和离子氮化两种新氮化工艺。氮化炉处理结果与一般气体氮化相比,渗层硬度较氮化低,脆性较小。公司的主要产品箱式多用炉生产线,井式炉生产线,单、双推盘炉生产线,辊棒炉生产线,网带炉生产线等。
24小时服务热线:18261208655
手机:13921825252
电话:0515-83839598
邮箱:13921825252 @163.com
 |  |
| 【手机站】 | 【微信站】 |


